




A01-02-B02_6X6X5

1.Všeobecné špecifikácia
1.1 Rozsah pôsobnosti
Táto špecifikácia sa vzťahuje na požiadavky na spínače s jedným kľúčom, ktoré nemajú vrchný kľúč (DOTYKOVÉ SPÍNAČE: MECHANICKÝ KONTAKT).
1.2 Rozsah prevádzkových teplôt
-20to+70℃ (normálna vlhkosť, normálny tlak.)
1.3 Rozsah skladovacích teplôt
-25to+85℃ (normálna vlhkosť, normálny tlak.)
1.4 Testovacie podmienky
Skúšky a merania sa vykonávajú za nasledujúcich štandardných podmienok, pokiaľ nie je uvedené inak:
Normálna teplota (teplota5to35℃)
Normálna vlhkosť (relatívna vlhkosť45to85 %) Normálny tlak (tlak860to1060mbarov)
2.TYP OF AKTUÁCIA
Hmatová spätná väzba
3.KONTAKT USPORIADANIE
1 1 1póly1hody
(Podrobnosti o usporiadaní kontaktov sú uvedené v montážnych výkresoch.)
4.MAXIMÁLNE HODNOTENIADC12V.50mA
5.Vzhľad a štruktúra
5.1:Vzhľad: Nemal by byť zjavný zmršťovací, rozrušený kov, škrabanec, pokovovanie by malo byť dobre rozložené a nemalo by sa odlupovať.
5.2:Veľkosť: Výroba (priložený výkres) 2
6. Všeobecná špecifikácia
6.1 Elektrické vlastnosti
| Položka | Testovací stav | Požiadavky | |
| 6.1.1 | Kontaktný odpor | 1(kHz). Merania sa vykonajú pomocou statického zaťaženia dvojnásobku ovládacej sily na stred drieku.1kHz merač kontaktného odporu s malým prúdom. | 100mΩ≤100mΩ |
| 6.1.2 | Izolačný odpor | DC100V/ Merania sa vykonajú po aplikácii jednosmerného prúdu. 100V potenciál medzi svorkami a medzi jednotlivými svorkami a rámom po dobu jednej minúty. | 100MΩ≥100MΩ |
| 6.1.3 | Dielektrické odolávajúce napätiu | ,Klimatizácia250V (50 Hz – 60 Hz) AC250Medzi svorkami a medzi jednotlivými svorkami a rámom sa musí po dobu jednej minúty priviesť napätie V (50 Hz alebo 60 Hz). | Nesmie dôjsť k žiadnemu rozpadu |
| 6.1.4 | Odraziť | (3-4),Ľahkým úderom do stredu stonky rýchlosťou bežného používania (3to4operácií za sekundu), Odraz sa testuje, keď je „ZAPNUTÝ“ a „VYPNUTÝ“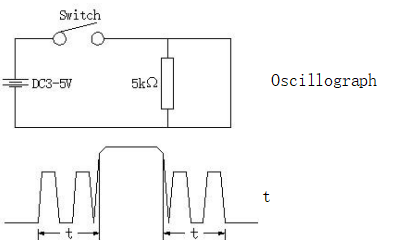 | 10 mS |
6.2 Mechanické vlastnosti
| Položka | Testovací stav | Požiadavky | |
| 6.2.1 | Ovládacia sila | Umiestnite spínač tak, aby smer jeho ovládania bol vertikálny, a potom postupne zvyšujte zaťaženie pôsobiace na stred vretena, pričom sa meria maximálne zaťaženie potrebné na zastavenie vretena. | 250±50gf |
| 6.2.2 | Cestovanie | Umiestnite spínač tak, aby smer jeho ovládania bol vertikálny, a potom aplikujte statické zaťaženie dvojnásobkom ovládacej sily na stred vretena, pričom sa zmeria dráha, ktorú vreteno potrebuje na zastavenie. | 250bez lepku: 0,25±0,05mm |
| 6.2.3 | Návratová sila | Vzorový spínač je nainštalovaný tak, aby smer ovládania spínača bol vertikálny a po stlačení drieku do jeho stredu po celej dráhe pohybu sa meria sila potrebná na návrat drieku do voľnej polohy. | 250bez lepku:80gf min |
| 6.2.4 | Statická pevnosť | ,1 kg,60Pri umiestnení spínača tak, aby smer jeho ovládania bol vertikálny, sa naň musí pôsobiť statické zaťaženie 3 kgf v smere ovládania hriadeľa po dobu 60 sekúnd. | Nesmú byť žiadne známky mechanického a elektrického poškodenia |
6.3 Trvanlivosť služby
| Položka | Testovací stav | Požiadavky | |
| 6.3.1 | Prevádzková životnosť | Merania sa vykonajú podľa nižšie uvedeného testu: (1) 1.5 Stav bez zaťaženia (2):60~ 120 /Rýchlosť operácií: 60 až 120 operácií za minútu (3): 10,5 cyklov prevádzky: nehrdzavejúca oceľ100 000cykly, postriebrená meď 50 000 cyklov | Kontaktný odpor: 100mΩ Max. izolačný odpor: 100Minimálna ovládacia sila MΩ: ± 30 % +30 %alebo-30 %počiatočnej sily z bodu 6.2.2 |
| 6.3.2 | Odolnosť voči vlhkosti | ,1Po vykonaní nižšie uvedenej skúšky sa vzorka pred meraniami ponechá jednu hodinu pri normálnej teplote a vlhkosti.(1) Teplota:40±2℃ (2) Relatívna vlhkosť:90k95 %(3) Čas:96hodiny Kvapky vody sa musia odstrániť. | Kontaktný odpor: 100mΩ Max. izolačný odpor: 100MΩ Min Položka 6.1.3, 6.1.4 Položka 6.2.1~6.2.3 |
| 6.3.3 | Odolnosť voči nízkym teplotám | ,1Po vykonaní nižšie uvedenej skúšky sa vzorka pred meraniami ponechá jednu hodinu pri normálnej teplote a vlhkosti (1). Teplota:-20±2℃ (2) Čas:96hodiny Kvapky vody sa musia odstrániť. | Kontaktný odpor: 100mΩ Max. izolačný odpor: 100MΩ Min Položka 6.1.3, 6.1.4 Položka 6.2.1~6.2.3 |
| Položka | Testovací stav | Požiadavky | |
| 6.3.4 | Tepelná odolnosť | 1Po nižšie uvedenej skúške sa vzorka ponechá jednu hodinu pri normálnej teplote a vlhkosti. pred vykonaním meraní (1) Teplota:70±2℃ (2) Čas:96hodiny | Kontaktný odpor: 100mΩ Max. izolačný odpor: 100Položka 6.1.3, 6.1.4 Min. MΩ Položka |
| 6.2.1~6.2.3 | |||
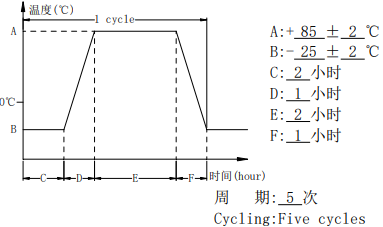
| 6.3.5 | Zmena Teplota | 1 Po desiatich cykloch skúšky pri vysokej teplote sa vzorka pred meraniami umiestni na jednu hodinu do podmienok normálnej teploty a vlhkosti. Počas pri tejto skúške sa musia odstrániť kvapky vody
| Kontaktný odpor: 100mΩ Max.
Izolácia odpor: 100Min. MΩ Položka 6.1.3, 6.1.4 Položka 6.2.1~6.2.3 |
| 6.3.6 | Test soľnej hmly | Skúška soľnou hmlou sa vykoná za nasledujúcich podmienok:(1) Hustota: (5±1)%Nacl() (2) Teplota: 35±2 ℃(3) Čas: 6 hodín | Žiadne žltnutie a hrdzavenie kovových častí |
| Položka | Testovací stav | Požiadavky | |
| Bod 6.1 Bod 6.2.1, 6.2.2 | |||
| 6.3.7 | Odolnosť voči vibráciám | Merania sa vykonajú po skúške | |
| uvedené nižšie: | |||
| (1) Rozsah oscilácie:10k 55Hz (2) Amplitúda: - 1,5mm(z balenia do balenia): 1,5mm) (3) Cyklus zametania:10-55-10Hz (približne za jednu minútu) | |||
| (4) Režim zametania: | |||
| (Logaritmické rozmítanie alebo rovnomerné rozmítanie.) | |||
| (5) Smer kmitania:3Tri | |||
| vzájomne kolmých smeroch, vrátane | |||
| smer pohybu stonky.) | |||
| (6)2.6(2hodiny každá, teda spolu6hodiny.) | |||
| Merania sa vykonajú podľa testovacej sady | |||
| nižšie: | |||
| (1) Zrýchlenie: 80g Cykly testu: 3, 6 18( 3cykly každý v 6smeroch, celkovo18 rokovcykly) | |||
| 6.3.8 | Odolnosť voči nárazom | 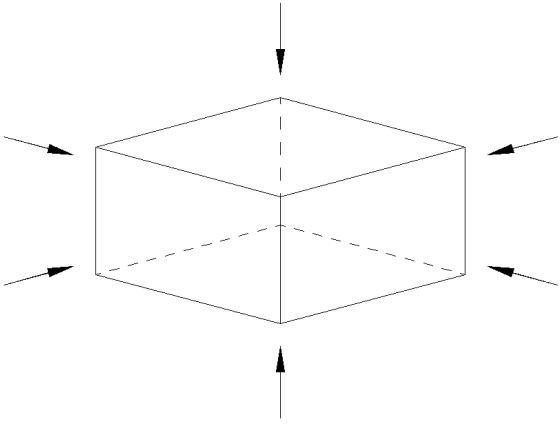 | Bod 6.1 Bod 6.2.1, 6.2.2 |
7. Podmienky zvárania
| Položka | Odporúčané podmienky | |
| 7.1 | Ručné spájkovanie | (1): ≤350℃ |
| (2): ≤3S (3): ≤60Dodržujte, prosím, nasledujúce podmienky: (1) Teplota spájkovania: ≤350℃ | ||
| (2) Čas nepretržitého spájkovania: ≤3S | ||
| K dispozícii pre typ so zacvakávacím mechanizmom a radiálny typ | ||
| Položky | Stav | |
| Nárast tavidla | Montážna plocha by nemala byť potiahnutá ľanom | |
| 7.2 Podmienky pre automatické ponorenie | Teplota predhrievania | 100℃ max. Teplota okolia spájkovaného povrchu dosky plošných spojov. 100℃ max. |
| Čas predhrievania | Maximálne 60 s. | |
| Teplota spájkovania | Maximálne 260 ℃. | |
| Nepretržitý čas namáčania | 5 s max. 2 | |
| Počet spájkovaní | Maximálne 2-krát. | |
| 8. Ďalšie opatrenia, Po spájkovaní sa nepokúšajte čistiť spínač rozpúšťadlom alebo podobným prostriedkom. Chráňte zostavu spínača pred vniknutím tavidla z hornej strany. 90 。 Výrobky skladujte v uzavretom stave a doba skladovania je maximálne 90 dní od dodania tovaru. | ||









